

Tubos & Carcasas

Carcasa de aceite, Tubo de perforación, Tubo de revestimiento de acero, Revestimiento de pozo
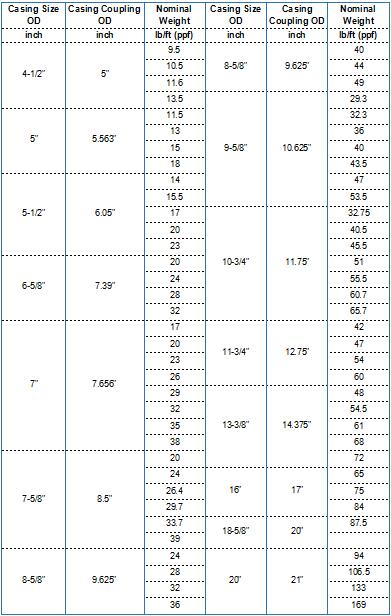
Tamaños
Diámetro de salida: 1.315"- 20"
Espesor: 0.133"-0.500"
Longitud:R1(group1),R2(group2),R3(group3)
Materiales y grados:
Carcasa: API 5CT J55, K55, N80, L80-1, L80-9Cr, L80-13Cr, P110
Tubo de perforación: E75, X95, XD105, G105, S135
Solicitud:
extracción de pozos de petróleo
Taladro
Borewell
Tipos:
Niple de carcasa
Acoplamiento de carcasa
Conexiones:
P (Plain end)
STC (short threads)
LTC (long threads)
BTC (buttress threads)
Premium gas-tight connectors
Non-upset ends (NUE)
External upset ends (EUE)
Premium gas-tight connectors
Others special connectors
Composiciones químicas de tubos & carcasas
| Estándar | Grado |
Composiciones quimicas(%) |
|||||||||
|
API SPEC 5CT |
J55 |
C | Si | Mn | P | S | Cr | Ni | Cu | Mo | V |
| K55 |
0.34~0.39 |
0.20~0.35 |
1.25~1.50 |
≤0.020 |
≤0.015 |
≤0.15 |
≤0.20 |
≤0.20 |
/ | / | |
|
N80 |
0.34~0.38 |
0.20~0.35 |
1.45~1.70 |
≤0.020 |
≤0.015 |
≤0.15 |
/ | / | / |
0.11~0.16 |
|
|
L80 |
0.15~0.22 |
≤1.00 |
0.25~1.00 |
≤0.020 |
≤0.010 |
12.0~14.0 |
≤0.20 |
≤0.20 |
/ | / | |
|
P110 |
0.26~0.395 |
0.17~0.37 |
0.40~0.70 |
≤0.020 |
≤0.010 |
0.80~1.10 |
≤0.20 |
≤0.20 |
0.15~0.25 |
≤0.08 | |
Propiedades mecánicas de tubos & carcasas
| Grado | Tipo |
Alargamiento total
(%) |
Límite de elasticidad (min)Mpa |
Límite de elasticidad (max)Mpa |
Resistencia a la tracción min Mpa |
Dureza Max (HRC) |
Dureza Max (HBW) |
| J55 | - |
0.5 |
379 | 552 | 517 | - | - |
| K55 | - |
0.5 |
379 | 552 | 655 | - | - |
| N80 | 1 |
0.5 |
552 | 758 | 689 | - | - |
| N80 | Q |
0.5 |
552 | 758 | 689 | - | - |
| L80 | 1 |
0.5 |
552 | 655 | 655 | 23 | 241 |
|
L80 |
9Cr |
0.5 |
552 | 655 | 655 | 23 | 241 |
|
L80 |
13Cr |
0.5 |
552 | 655 | 655 | 23 | 241 |
| C90 | - |
0.5 |
621 | 724 | 689 | 25.4 | 255 |
| C95 | - |
0.5 |
655 | 758 | 724 | - | - |
| T95 | - | 0.5 | 655 | 758 | 724 | 25.4 | 255 |
| P110 | - | 0.6 | 758 | 965 | 862 | - | - |
| Q125 | All | 0.65 | 862 | 1034 | 931 | - | - |
Proceso de fabricación de carcasa de aceite:
Calentamiento de lingotes de acero → punzonado hidráulico → recalentamiento → extensión → laminado periódico → recalentamiento → dimensionamiento → enfriamiento → enderezamiento → corte de tubería → inspección
1. Se requiere un horno de calentamiento anular para el calentamiento de lingotes;
2. Punzonado y recalentamiento con prensa hidráulica;
3. La planta de revestimiento de aceite utiliza una máquina de extensión de placa guía de dos rodillos para la extensión;
4. Reutilice un horno de calentamiento de discos para la laminación periódica y use un horno sin entrada para recalentar, enfriar, enderezar, cortar tuberías e inspeccionar.
Códigos de colores para tuberías y carcasa de aceite API 5CT:

